
7.基準部の設定
作成された電極を使用し、ワークに対して放電加工する場合は、電極とワークの位置関係を明確にしなければなりません。このための座標位置を「基準点」とよび、基準点を設ける部分を「基準部」と呼びます。ワークの「基準点」に対する電極の「基準点」の位置データは加工前に設計値として作業指示をしなければなりません。また電極における「基準部」は放電加工機上での芯出し作業の効率に大きく影響するものであり、芯出しの作業性を考慮した形状に設計する必要があります。
1)電極の「基準部」
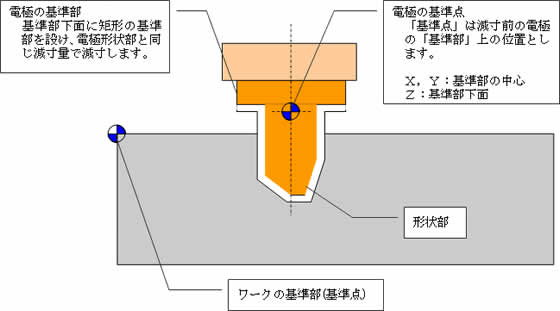
「基準部」は形状部とは別に設けます。一般に形状部の上部に単純な矩形形状で設け「基準部」とします。 電極製作時は、「基準部」が形状部に対して位置精度誤差の発生が少なくなる切削加工方法を採用する必要があります。特に、基準部下面を形状部と異なる工具で切削加工すると位置誤差が発生します。これを防ぐには芯出し作業に必要な「基準部」の一部分を特定し形状部と同じ工具で一体加工する必要があります。
2)「基準部」の減寸
「基準部」の下面は芯出し作業でZ方向の基準面として使用しますが、電極製作時は形状部と同様に減寸してください。減寸しない場合は、減寸量に応じて放電加工時の加工深さ指令値を変更する必要があり、放電加工時のプログラムが煩雑になる問題が発生します。