8.分割の考え方
放電加工の対象となる加工部に対して、電極の分割を考える要素は次の点が上げられます。
- 電極加工時に、電極の全形状部を工具交換無しに同一工具で仕上加工が可能か。
- 放電加工時に、目的の仕上面あらさやコーナRが得られる範囲の加工面積か。
- 放電加工時に、電極交換装置を使用できる電極大きさか。
電極を分割した場合には有利な点と不利な点があり、これを判断する必要があります。
1)電極の分割が有利な点
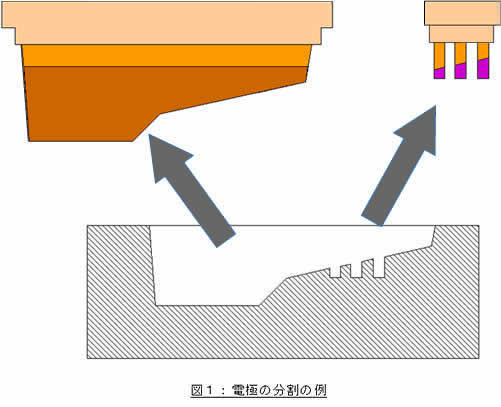
(1)電極加工において、小径の切削工具を不要とし電極精度が向上する。
図1のように、電極加工において、複雑な電極形状では小径の切削工具の使用が避けられない場合があります。電極の分割により、小径の切削工具を避けることにより電極加工精度が出しやすくなります。また、仕上加工では切削工具の途中交換は電極加工精度を低下させるため避けなければなりません。1本の仕上工具による電極加工では、全体としての形状寸法の相対的な誤差の発生に留まり、放電加工時に揺動機能で補正可能ですが、複数の仕上工具による加工では、電極形状の各部において精度誤差が発生し、このような部分的な誤差は放電加工時に補正する方法がありません。このような電極の使用では、放電加工時において仕上面あらさの不良につながりやすくなります。
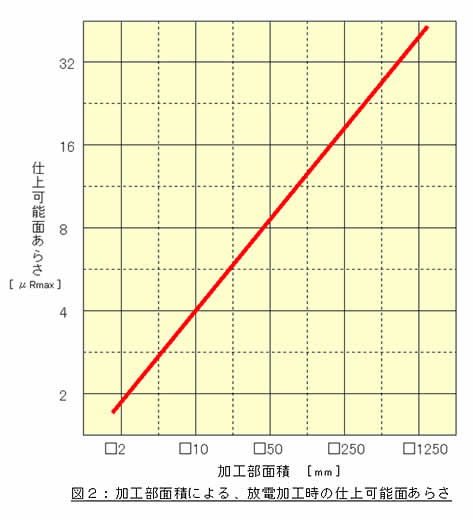
(2)仕上面あらさを細かくすることができる。
図2のように、放電加工では、電極が小さく加工面積が小さいほど仕上面あらさを細かくすることができます。
(3)放電加工で加工部のコーナRを小さくできる。
図3のように、放電加工では、加工面積が小さくなるほど、仕上加工領域の電極消耗が小さくなため、底面部のコーナはシャープエッジにすることができます。

2)電極の分割で不利になる点
(1)放電加工で、各電極の各加工部で寸法精度をそろえ難い。
各電極による加工部において加工精度が異なりやすい。
(2)放電加工で、段取り作業が増大する。
分割することにより電極本数が多くなり、段取り作業は増えることになります。段取り作業は電極本数に比例しています。
(3)極度に電極を分割すると荒加工速度が低下する。
極度に電極を分割し、各電極による加工面積が小さくなると、荒加工条件を低減させる必要があり、全体として荒加工速度が低下することになります。
3)電極の分割の注意
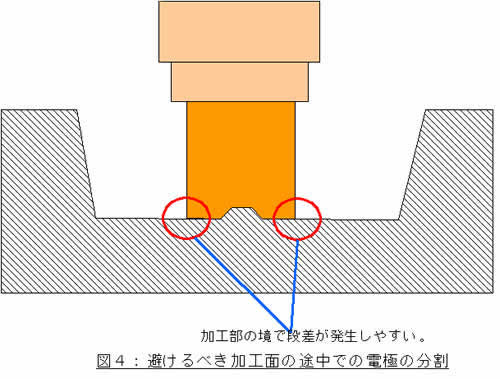
図4のように、加工部において連続する加工面の途中で電極を分割することは、可能な限り避けなければなりません。 異なる電極で連続する加工面を加工しても、加工精度や面粗度は不揃いになりやすく、結果的に調整などで作業時間を要することになります。