
10.放電加工情報の連携性
放電加工はすべての加工工程の最後に位置する工程です。このため放電加工工程では、前工程で作成される各種の情報を効率よく利用できる体制が求められます。このような各工程間の連携性は放電加工工程の作業効率を大きく左右します。
放電加工に必要なデータを総称して放電加工情報と呼びます。中でも設計段階で作成される放電加工情報の項目は多くなります。また放電加工情報は設計工程だけではなく、途中工程においても追加されたり運用されたりします。途中工程としては電極製作工程、製作された電極の精度を測定する電極計測工程、さらには放電加工用プログラム作成工程などがあります。
このような各工程間での連携性を確立するためにどのような手法があるか、いくつかを取り上げます。
各工程で作成される放電加工情報の例
設計工程
- 電極材質
- 電極減寸量
- 電極本数
- 電極・ワーク基準部情報(電極をワークに対して位置決めするための基準部の情報)
- 加工指令座標
電極製作工程
- 電極の識別機能の付加
電極計測工程
- 電極製作誤差測定値
放電加工プログラム作成工程
- 使用電極の指示
放電加工工程
- 再加工のための電極使用履歴
連携性の例
1)電極名称の管理
各工程間の連携性で最も重視されるのは、電極の識別です。電極を識別する方法として電極に電極名称や電極減寸量をマジックで書き込んでいる作業現場が多く見られます。 作業ミスが発生する危険な状況であり非効率な作業です。
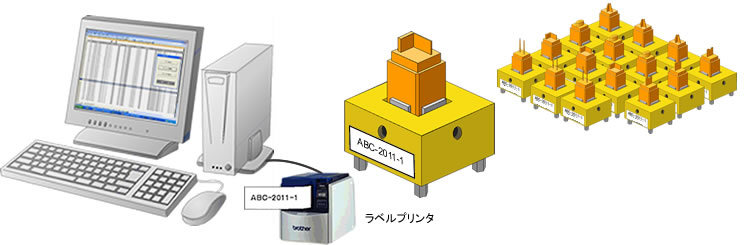
下図は、電極製作工程で放電加工情報をもとに、電極名称ラベルを自動出力し、電極に貼り付けた例です。
2)電極の照合
電極計測工程などの途中工程の作業では、放電加工情報と製作された電極を確実に照合する必要があります。この場合も作業ミスが発生する危険な状況であり非効率な作業です。
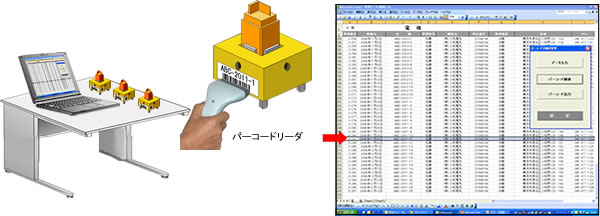
下図は、電極にバーコードラベルを貼付した例です。バーコードラベルの読み込みにより、放電加工情報の利用が確実に行えます。
(株)KDソリューションでは、このような連携性の向上への取組みにおいて種々のご提案が可能です。お問合せはこちらまで